


















































Choosing the right manufacturer and factory is crucial for any organization in the automation and control, production, logistics, medical, energy, transportation, and industrial fields. These devices have to withstand harsh conditions such as dust, vibration, high heat, moisture, so only reliable factories with real engineering skill and capability can deliver dependable.
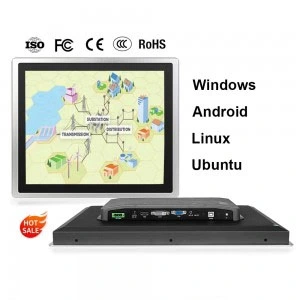
An industrial panel PC is not a consumer tablet. These devices employ industrial-grade components, long-lifetime CPUs, rugged enclosures, and high-performance, long-lasting touchscreens meant to withstand constant usage.
Some top companies, particularly in Taiwan and China, support both small and large global enterprises with ongoing factory modernization. They have a long track record of offering better customizable capabilities for industrial displays, including, 7”–24” screens, stainless-steel, IP65/IP67 waterproof enclosures, and a variety of industrial I/O port combinations.
A professional factory does not ‘only’ sell the hardware. They also deliver softwarse and complete solutions, providing long-term stability, PLC interoperability, EMI immunity and multi-year sustained reliability. They understand that the panel PC can have a significant impact on the overall efficiency of a production line, and therefore they ensure that their panel PC meets the criteria of long-lasting reliability. That’s why choosing a trusted manufacturer is crucial.
High-Performance Industrial Panel PC Solutions

Performance industrial panel PCs are specifically designed for reliability and long-term use in challenging environments. All use industrial-grade Intel Celeron or Core i3/i5/i7 processors and even ARM chips more suited for constant use. They perform real-time processing from dataloggers, PLC communication, machine vision, and HMI tasks all without lag.
With rugged housings and touchable, high-brightness displays, they are designed for use in factories and with SCADA systems, MES, robotics, and smart manufacturing. More advanced versions are equipped with 4G/5G, Wi-Fi, CANbus, RS232/RS485, Modbus TCP, GPIO, and other industrial methods of communication.
A good manufacturer guarantees long-term reliability by implementing fanless aluminum cooling systems that allow for dust-less, stable operation. IP65/IP67 front panels shield from moisture, oil, and dust which is essential for food production, automation lines, kiosks, and industrial workshops.
These solutions are also designed with high-performance support for long life cycles which reduces the need for changing hardware and saves businesses significant downtime.
Why Work with a Professional Manufacturer of Industrial Panel PCs
Working with a professional manufacturer of industrial panel PCs is important because they directly impact production reliability, safety, and overall efficiency. They also provide the industrial-grade materials, such as wide-temperature range CPUs, strengthened motherboards, and tougher connectors, and standards control such as IPC-A-610 that all help aid long-term stability. They provide the access to a wide range of important customizations, such as custom I/O ports, specialized housings, waterproof or stainless-steel versions, industry-specific interfaces, that many resellers are unable to provide.
Built support lasting product availability for customers which enables customers businesses to keep running their systems with no interruptions or changes in product lifecycles for years at a time. There is also extensive testing for each unit to make sure everything works for each of the different situations. Burning, vibration cycles, and exposure to moisture and extreme temperatures, along with a number of EMI changes.
It’s really pivotal to a partnership with your panel pc manufacturer to know their panel pc systems will keep running year after year.
Core Technologies Behind Modern Industrial Panel PCs
Industrial panel pc systems have to be designed with a great deal of engineering to support complete function in the harshest of environments. Every panel pc system has the very same building block parts. A powerful, highly efficient and engineered processor, a custom designed rugged housing, premium display and motherboard. Container terminals, factories, and industrial operations for these panel pcs is for engineered Intel® Core™, Celeron or custom ARM bonded embedded systems as they have a long-term reliability and low heat profile. Every panel pc system is constructed to withstand vibration with advanced industrial capacitors and shock resistance at primary motherboard.
Lcd and ips panels have extremely high brightness with led backlit for a long lifespan. They also come with a touchscreen interface where as a user may prefer capacitive systems for faster touch and response, or a resistive touch system for high moisture and glove wear environments.
Every panel pc system manufacturer has a unique, and really specific, housing and construction design to their systems to withstand heat, moisture, dust and even extreme temperature changes. More or less, its perforated steel or aluminum alloy, along with galvanized steel, and composites of all 3. More design features to support heat loss in closed climate systems with minimal venting. Fanless cooling systems with engineered heat sink.
Another characteristic of design is connectivity. Modern industrial PCs are compatible with many different types of technologies including:
-
RS232/RS485
-
USB 3.0
-
LAN & PoE
-
CAN bus
-
GPIO
-
Wi-Fi / 4G / 5G
-
HDMI / VGA
-
Modbus TCP/IP
These gadgets help let the panel PCs communicate without interruption with PLCs and other tools like industrial machines, robots, sensors, and even systems in the cloud.
Capabilities of Panel PC Factories
A good panel PC factory should have solid engineering and also have the ability to do complete assembly, in addition to having good engineering and advanced testing. The best factories offer:
-
CNC machining for custom housings
-
SMT (Surface Mount Technology)
-
automated assembly
-
burn-in rooms for reliability testing
-
dust-free workshops for the assembly of touch panel PCs
-
vibration test benches
-
chambers with controlled environmental temperature and humidity
These features make sure that the factory is able to make Panel PCs without losing quality even when they are manufacturing many in bulk.
Factories also depend on strict quality control for each panel PC. They test components before they even get added to the panel PC. They do process inspections, and check the end result. Each panel PC, before being sold, does about 8 to 12 hours of burn-in testing. They do this testing to make sure that the panel PCs are able to heat the components without falling apart.
The test is also to check if the panel PC is able to keep apart the hardware inside. The test is also to check if the panel PC is able to keep apart the hardware inside. They also check the responsiveness of the touch screen. Easy touch screens usually have gadgets inside that don’t work as well.
Excellent factories perform OEM & ODM activities, \support the design of custom BIOS, do custom I/O port arrangements, special design of housings, branding, software preloading, as well as full design and integration of embedded systems. Thus, automation companies, kiosk manufacturers, suppliers of medical equipment, and Smart manufacturing integrators can have such factories as trustworthy partners.
Rugged Touchscreen Panel PC Systems
Rugged touchscreen panel PCs are designed to endure extreme cases of over and under arousal. Extreme and heavy-end economies such as oil and gas, mining, marine, automotive, agriculture, and transport utilize these equipment. They need to remain shock, strongly vibrationally and humbingly(synonym to moisture in this case) fluctuationally accurate.
Rugged computers typically have:
-
IP65 / IP67 waterproof front panel
-
High sun readable displays co-optimized with low brightness
-
Antiglare and anti scratch special coatings
-
Reinforce touch glass
-
Shock absorbing designs within the case
-
Extreme operating temperatures -20 deg to 70 deg
-
Corrosion resistant cases
These PCs are still working fully in dusty workshops and outdoor facilities / logistic centers under extreme (freezing or hot) conditions. Since the touch technology used in these PCs is rugged, workers can still operate the PC (machinery) regardless of gloves (wet working conditions) used.
Custom OEM & ODM Industrial Computers
Different businesses need different things. Since there are some features and characteristics that are not included in standard panel PCs, OEM, and ODM services are needed. The best factories will offer you the following customizations:
-
Specific material choices for casings
-
Specific sizes and aspect ratios of the screen
-
Different panel mount and mounting bracket choices
-
Waterproof designs
-
Data Capture, NFC, RFID Scanners
-
I/O options tailored to your specifications (RS485, GPIO, CAN, relay control)
-
Custom BIOS and firmware
-
Private labelling and branding
Automation companies, kiosk makers, fitness, equipment manufacturers, medical device makers, and software solution companies use OEM panel PCs.
Custom panel PCs also assist companies in distinguishing their offerings and aligning their hardware with their brand identity. Customizations guarantee the equipment seamlessly integrates into the environment in which it will be applied, thereby maximizing efficiency and decreasing operational costs in the long run.
Panel Computer for Extreme Work Conditions
Even though consumer grade computers cannot survive extreme conditions like these, \*Panel Computer \* are built to handle any danger, here are some to notify these intense conditions:
-
High Heat
-
Oil Fumes
-
Chemicals
-
High Dust Metal
-
Water
-
High Vibration
-
Open Air
Factories and buildings build these industrial computers with materials such as sealed case housings and thick glass, and upgrade other components like motherboards to wide temperature and add a fanless heat sink to keep the PC working in extreme condition for a long time.
In industries like Food Processing, Marine, Outdoor Kiosk, Chemical Plants, and Cold Storage, these computers are built and made to withstand extreme environmental conditions.
Panel Computer for Automation
Computers with touch screens plays a major role in these new age smart factories where they are used for communication tools with workers. They control and monitor devices, change their configurations, and get feedback for their production in real time. They have worked with major PLC devices from Siemens, Mitsubishi, Omron, Beckhoff, and Allen Bradly and provide SCADA, HMI, MES, ERP devices. Since these devices are used for a long time, they have to have both a touch screen which is accurate and a screen which is very tough to survive all the pressing.
Manufacturers have two touch options: capacitive panels allow for smooth multi-touch, and a resistive panel for glove use, water resistance, and extreme industrial conditions. When it comes to touch panels in a clean room, medical labs, and kiosks, capacitive touch excels. In contrast, a resistive touch panel works better for oily, dusty, or chemically hazardous environments.
With a reliable industrial touch panel PC, real-time visualization, alerts, and even control and remote diagnostic monitoring of the devices are possible. Productivity is increased through the use of automation, but it is also dependent on the reliability and longevity of touch panel PCs.
Just In Time Industrial Panel PC Applications
Due to the uniqueness of each industrial sector, the highly versatile industrial panel PCs have become vital instruments in many of them. Their durability and operational longevity mean they are used in:
-
Automation and production line control
-
Manufacturing and processing in food and beverages
-
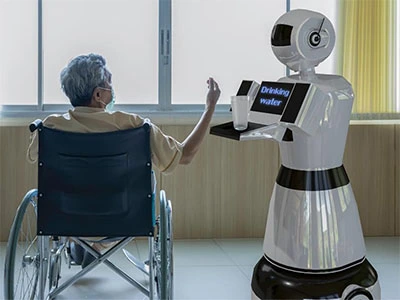
Medical and pharmaceutical production
-
Transportation, logistics, and marine navigation
-
Oil, gas and mining
-
Farming and smart agriculture
-
Robotics and control panels
-
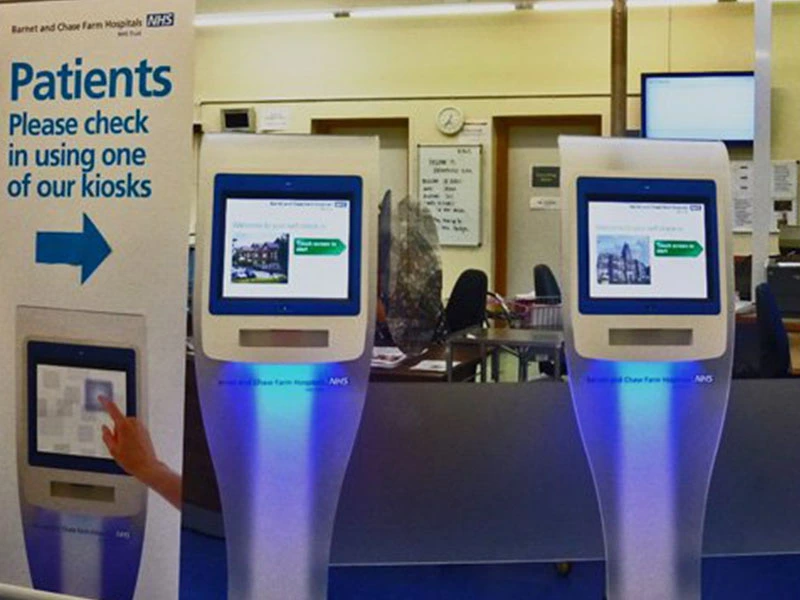
Automation in retail self-service kiosks
-
Integrated systems for automation in the automotive assembly
-
Wearable devices in logistics
-
Equipment for labs in the medical industry
Each of them has its own challenges. In food factories, for instance, panel PCs have to be made of stainless steel to withstand the cleaning chemicals used. Warehouses also require bright screens that can be used easily under industrial light and displays remain readable. In outdoor kiosks, waterproof housing is needed and screens that are readable in the sunlight are a must. In medical labs, sensitive touch screens must be encased in anti-bacterial casings.
The ability to evolve is why industrial panel PCs are designed to transform according to surroundings.
Industrial panel pc without with advanced CPUs and chipset options:
The make of fully industrial panel PC relies on systems that make up its CPU and chipset; depending on its composition, performance varies. Manufacturers present differing values like modules used, energy-efficient processors, and high-performance industrial CPUs. They are built to withstand intense workloads. Here are some common options:
-
Intel Celeron J1900 / N5105 / N6005
-
Intel Core i3 / i5 / i7 (10–12th gen)
-
ARM Cortex-A series
-
Industrial-grade embedded processors
Additional CPUs offer substantial advantages that include:
-
HMI and SCADA are addressed at a quicker rate
-
Automation is tackled several processes at a time
-
Machine vision prosper
-
Power that would have been spent is conserved
-
Availability of providing effective supervision over a long period of time is prolonged
Top workplaces make sure that CPU, chipset, and motherboard are properly set and are configured to maximize efficiency in terms of heat, mostly in scenarios with a fanless design. This avoids overheating while enabling prolonged use without downtime.
Fanless INDUSTRIAL PANEL PC:
Fanless technology and systems is a great benefit. Traditional failure is lost. Most electronic systems use fans with impede flow like dust, metal, and oils–causing failure. Fanless panel PCs use advanced systems to eradicate the problem. This is why fanless design industrial panel PCs are used in industrial environments.
Devices with no fans have:
-
No dust buildup
-
No noise
-
Parts last longer
-
Better performance in extreme conditions
-
Less upkeep needed
This is due to a design aluminum alloy body that is shaped to act as a passive cooling system. Because of that, it can continue to function under heavy workloads with ease. Fanless designs work well in:
-
Woodworking factories
-
Metal Fabrication Shops
-
Paper and Pulp Plants
-
Food Processing Lines
-
Chemical Plants
Manufacturers of fanless systems concentrate on thermal analysis, and excellent materials to get the perfect system design.
Industrial PC Panel with IP65 / IP67
Dust and water proofing is a must in these conditions with a panel PC. An Industrial Panel PC that is rated IP65 or IP67 is protected from water, dust, and chemical exposure.
-
IP65: Protected against dust and high-pressure water jets
-
IP67: Protected against being fully submerged in water for a time
In factores, IP65 front panels are often required because of the water and chemical spraying used to clean them. IP67 is preferred in the food, meat, and seafood processing, and pharmaceuticals for clean environments.
Key advantages are:
-
Longer lifespan
-
Resistant to rust
-
Stays stable when humidity changes
-
Pressure cleaned without any danger
-
More hygienic in food and healthcare settings
Having a waterproof panel PC is not a luxury, it is a must in various industries.
Display, HMI, and Embedded PC Integration in Industries
Apart from industrial panel PCs, other products offered by these manufacturers include:
-
Industrial Monitors
-
Embedded PCs
-
HMI Touch Panels
-
Edge Computing Gateways
-
Touch Kiosk Displays
-
All-in-one Embedded Systems
When industrial PCs are combined with any of these devices, a complete ecosystem for automation is achieved. Businesses can mix and match displays, HMIs, and embedded PCs to efficiently control, monitor, and process data.
These manufacturers offer considerable value to their clients. They can buy entire systems from a single manufacturer, making their job easier on coordination and integration. Such manufacturers are a one-stop shop, saving clients time and resources.
Standards and Certifications of Manufacturing Panel PCs
Good Panel PCs manufacturers should have. The following international industry and certifications should be possessed by a good Panel PCs manufacturer:
-
ISO9001 Quality Management
-
CE Cert (EU Safety)
-
FCC Cert (US Compliance)
-
RoHS (Environmental Protection)
-
EMC/EMI Testing Standards
-
IK Impact Resistance Cert
-
IP65/IP67 Water Proofing Testing Reports
Having these certifications means these panel PCs manufacturers manufactured these panel PCs without disregarding international operational safety standards for panel PCs, international operational performance standards for panel PCs and international operational environmental standards for panel PCs.
Global Supplier of Industrial Panel Computer Solutions
Factories of Industrial Panel PCs today have customers from all over the world, and the added value of the best manufacturers today is that they can serve:
-
North America
-
Europe
-
Middle east
-
SE Asia
-
SA America
-
Africa
Industrial Panel PC Installation and Mounting Options
Every location has its own unique requirements which calls for unique installation methods. Industrial panel PCs can be mounted in the following ways:
-
Panel mount
-
VESA mount
-
Wall mount
-
Arm mount
-
Rack mount
-
Embedded installation
Manufacturers configure all ways for mounting to be secure and easy to implement while providing resistance for vibration. This means that panel PCs can be used in factories, vehicles, kiosks, desks, and inspection rooms.
Expected Advancements in Industrial Panel PC Technologies
Industrial automated systems will continue to improve, and so will the industrial panel PCs. The projected trends to keep an eye on include:
-
AI-supported edge computing
-
5G for industrial connectivity
-
Ultra-rugged PCs built for extreme environments
-
Displays that are extremely bright and readable in direct sunlight
-
Thermal management
-
Energy-efficient processors
-
Fully sealed for use in environments requiring aseptic hygiene
Computing in the industry will continue to advance with smart factories and the 4th generation industrial revolution.
Secure Industrial Panel PC Support, Quality Control, & Test Calibration
Top producers have strict policies around testing before the product is allowed to ship under their brand. The standard tests predetermined by the top producers testing protocols consists of the following:
-
Burn-in testing for 8-24 hours
-
Tests for high and low temperatures
-
Tests for vibrations and shocks
-
Tests for waterproof
-
Tests for audible and EMI radiation
-
Tests for performance and stability benchmarking
The quality of the tests and reliability of the performance is a direct reflection of the strength of the quality control.
Conclusion
For companies relying on automation and industrial computing, choosing the right Industrial Panel PC Manufacturer and Factory is of the utmost importance. A professionally managed manufacturer balanced computer engineering and high-quality durable materials and components, and offered complete customization. iPC factories offer the most rugged, waterproof panel PCs and multi-core intelligent systems designed for modern smart-manufacturing. The right supplied panel PCs to your operation enhances your corporate stability and efficiency for years to come.
FAQs
1. What is an industrial panel PC?
An Industrial Panel PC is a computer built for industrial use that has a touch panel built into the PC.
2. Why choose a fanless panel PC?
Fanless systems intake no dust, require less maintenance, and are more reliable.
3. Can industrial Panel PCs operate 24/7?
Yes, performing models have been designed to operate 24/7.
4. What sizes are available?
Available sizes for screen are 7” 10.1” 12” 15” 17” 19” 21.5” with 10.1” being the most popular.
5. Are Industrial PC\’s Waterproof?
Various industrial PC designs come with IP65 and IP67 waterproof protection.
6. Can I request custom ports?
Factories support custom I/O like RS485, CAN bus, GPIO, and others.
7. What Operating Systems are Supported?
Windows, Linux, Ubuntu, Android, custom embedded OS—these are supported.
8. Do they support PLC communication?
Yes! these industrial Panel PC support Siemens, Mitsubishi, Omron, Beckhoff, and others.
9. What environments require IP67?
Food Processing, Chemical Plants, Medical Laboratories, and Wash-Down Areas.
10. How long is the hardware lifecycle?
Typically between 5-10 years, it depends on which CPU platform.
11. Can Industrial PC’s be used outdoors?
Yes! outdoor use is made with sunlight-readable screens and waterproof housings.
12. Is OEM/ODM available?
Yes! custom designs, branding, BIOS+ hardware modifications.
13. Are industrial panel PC’s shock resistant?
High-Quality model includes reinforced housings with vibration proof components.

Penny
Web Content Writer
4 years of experience
This article is edited by Penny, the website content writer of COMPT, who has 4 years working experience in the industrial PCs industry and often discusses with colleagues in R&D, marketing and production departments about the professional knowledge and application of industrial controllers, and has a deep understanding of the industry and products.
Please feel free to contact me to discuss more about industrial controllers. sales@gdcompt.com


